
提供整體式砂光方案
15902850572

 當前位置:
當前位置:

 熱門推薦
熱門推薦



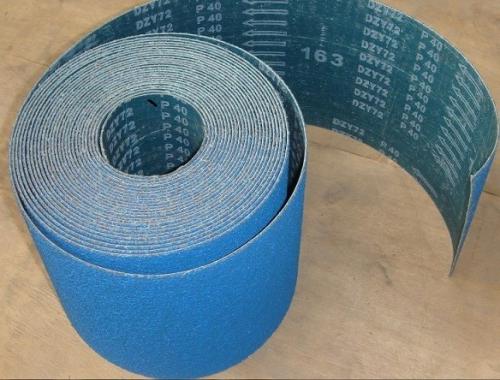


本文由南冰科技為各位分析一下四川砂帶的磨損狀態(tài)
粘蓋:是指微細切屑殘留并粘焊在磨粒外表面上,阻礙磨粒繼續(xù)參與切削,嚴重降低磨削能力
脫落:磨削時,磨粒所受的作用力超過其黏著力時
磨鈍:由于磨粒與被加工材料多次反復摩擦
在這三種磨損形式中,粘蓋和脫落兩種形式往往是由于砂帶選擇和使用不當
總結:如砂帶磨損后再繼續(xù)使用,勢必引起加工系統(tǒng)狀況惡化,嚴重影響加工精度與表面質(zhì)量。因而分析磨損狀態(tài)是非常重要的。希望這篇文章能夠?qū)Ω魑挥袔椭?
聯(lián)系人:杜先生 電話:15902850572 固話:028-62587758
技術支持:


